焊管机组/冷弯成型设备供应商

焊管机组/冷弯成型设备供应商

为了确保焊管质量,对于螺旋焊管机组我们自有一套标准的检验工艺,严格按照检验工艺执行,可有效确保产品质量,下面,就请大家随我们一起具体来了解一下吧。
质量检验工艺如下:原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——超声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——终检验。为保*证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。
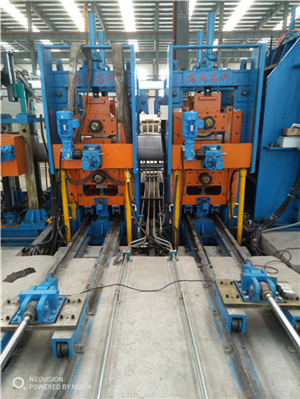
而且,螺旋焊管机组主传动系统(递送机)将带钢通过可由液压调节间隙的两个夹送辊,彼此呈垂直布置,装有调心轴承。螺旋焊管机组辊子的工作面经过淬火和研磨,下辊固定,上辊由两个液压缸平衡操作,可升高或降低30㎜。螺旋焊管机组摩擦压力取决于带钢宽度和壁厚,并由差压阀进行调整。由直流电机通过减速机进行驱动,穿过上述装置,把带钢送入成型台。递送速度与焊接速度一致,并可在工艺范围内调整。
为了防止钢管出现所谓的“竹节现象”,带钢在进入成型台之前应进行预弯处理,预弯装置由两个预弯辊位于带钢的两侧,按照带钢的材质、壁厚进行边缘预弯,螺旋焊管机组带钢在进入成型台之前,位于递送机前后各有一组带钢垂直导向装置,其上装有支撑辊,作用是保*证带钢运动更加平稳,下导辊在高度上是固定的,在使用中只能根据带钢宽度沿横向调整,上导辊即可沿横向调整也可沿垂直调整。
公司名称:太原华科信精密机械制造有限公司
联系人:高经理
固话:0351-5603804
手机:18935181693
13834627583
传真:0351-7221812
邮箱:market@sxhngk.com
地址:山西省太原市万柏林区北中环街创业培训大厦4层
 晋公网安备14010702074509
晋公网安备14010702074509

 扫描二维码!
扫描二维码!